
Tweaking the filaments
All weekend I worked on calibrating, testing, and building Simplify3D profiles for the new filaments I am working with. As in the last post, I had trouble getting the Hatchbox PETG to print as clean as I wanted, but I eventually nailed it. Here is the final printed PETG parts. I Also designed and printed a stub nozzle style cooling end for the parts fan in addition to the ring end. This will work better on higher temp parts that only need a quick blast of air for bridging at most. Other than that, the smaller non structural parts were all completed.
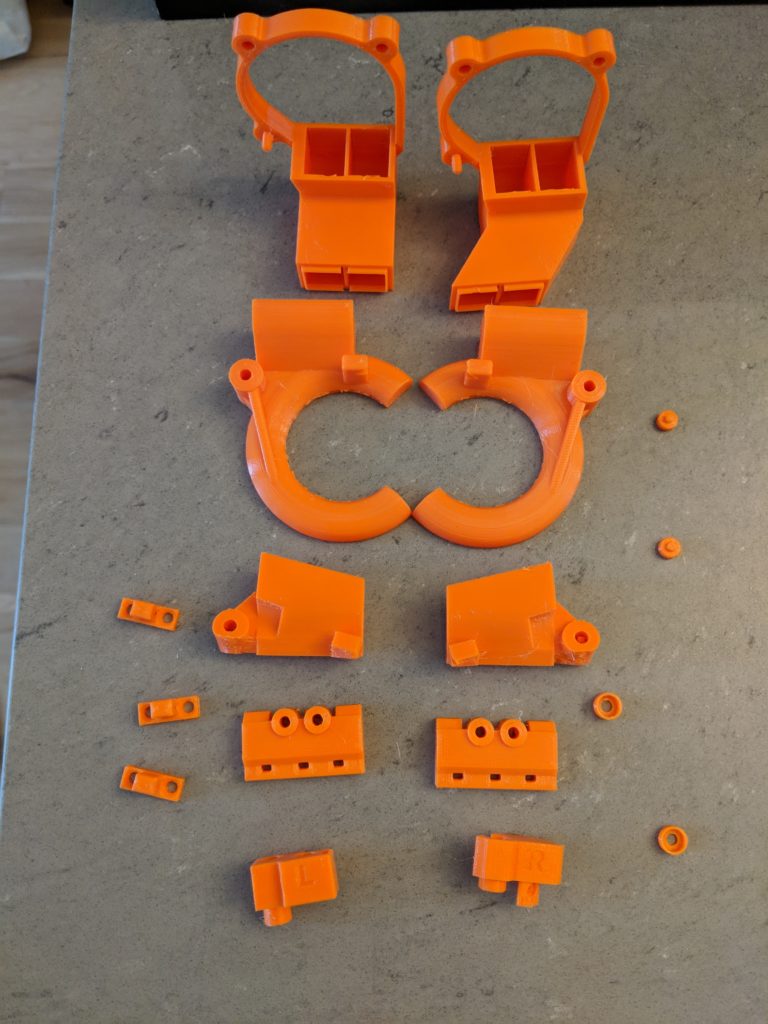
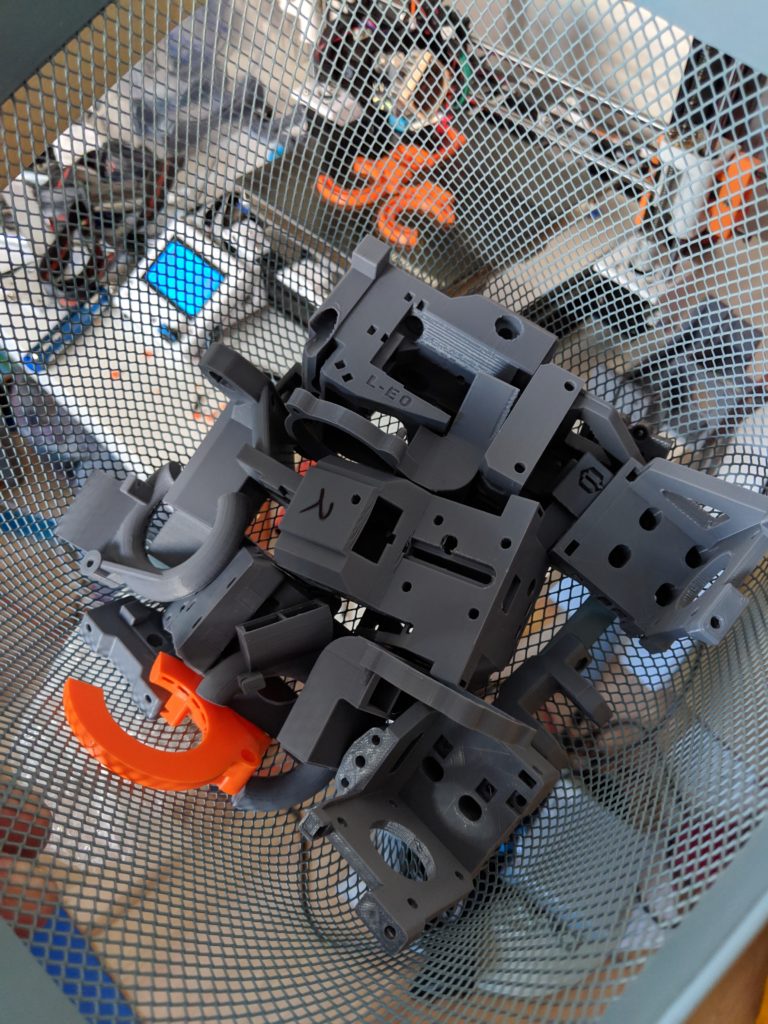
The above parts still have some cleaning to be done, but overall, they fit and work great. It’s been a long road to get here with this process. Here is the “dustbin” of test parts and failed parts:
3DXtech CarbonX Nylon:
The big new material in this project is printing with Nylon and specifically carbon fiber loaded Nylon. To do this I had to reconfigure the printer a bit. (and hey, I finally figured out how to get images to be clickable to show you the larger versions!)

From this 
To this 
Bowden/Drybox for the filament 
Filament in Drybox on Rollers 
Hardened Hob, e3d NozzleX, Faster HE Fan, and new silicone sock 
NozzleX
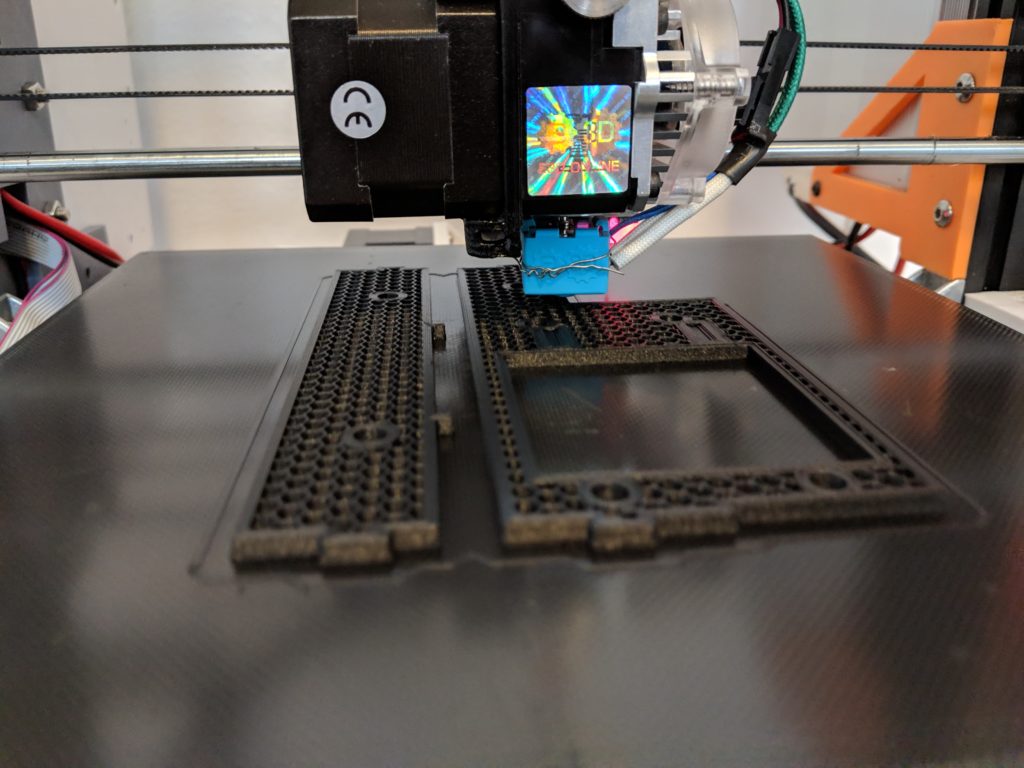
I was having issues even printing PETG with the ring duct on my printer deforming a bit and drooping almost into the print. So it was clear with the 100C bed temp for Nylon I would need to remove it as PETG being that close to the bed will really sag. So I removed the part cooler entirely from the print head.
I also placed the spool in a Rubbermaid 21C drybox, and connected a PTFE bowden tube to it and routed that to the extruder. I printed a PETG coupler that slipped onto the PTFE tube on the Extruder and the bowden to keep things tight. This was all done to keep the filament dry for the week long printing that is going to happen. The setup works great!
I also had to replace the .3 brass nozzle, with a hardened/coated .4 steel nozzle from e3d. This is their brand new NozzleX. I also replaced the hob in the extruder with their hardened version so it wont wear pushing the CF filament through. Carbon fiber filaments are very very abrasive and will eat brass and non hardened steel like a hot knife through butter.
The CarbonX filament is very stiff and VERY strong. A small .4mm thread of it that comes out of the nozzle when warming up itself is so strong it’s hard to snap. This is the strongest filament on the market other than some ultra exotic items like PEEK.
Calibrating for CF Nylon:
Calibrations for the nylon took a long time. I’ve never printed with CF loaded filaments, and I’ve never printed with Nylon. So it took a day printing temp towers and then checking dimensional accuracy with the XYZ cubes. By the end of the day I had nailed the quality I was looking for.
Bridging with nylon CF is interesting, it behaves differently than PETG, but not as good as PLA. And with no part cooling fan it was down to finding the right print temp and speeds/extrusion modifications during bridging to keep things from sagging. 265C is where I ended up on temp.
Bed adhesion on the Anycubic Ultrabase is awesome. Better than PETG (which was already very good), and zero lifting. I have the bed now at 90C for most of the print (100C at the start, but I dont think thats needed at this point). No glues, tapes, slurrys, etc… just a clean Ultrabase bed.
One of the biggest issues for this kind of filament, is you need to ensure the layers and extrusions are pushed together a bit. I had to lower the extrusion width in Simplify3D down to .42mm from .44 to ensure that the layers bonded side by side well. I also had to tweak the extrusion % a bit to find a good balance of solid layer strength and clean prints. Ended up at 98% for the setting.
First Prints:
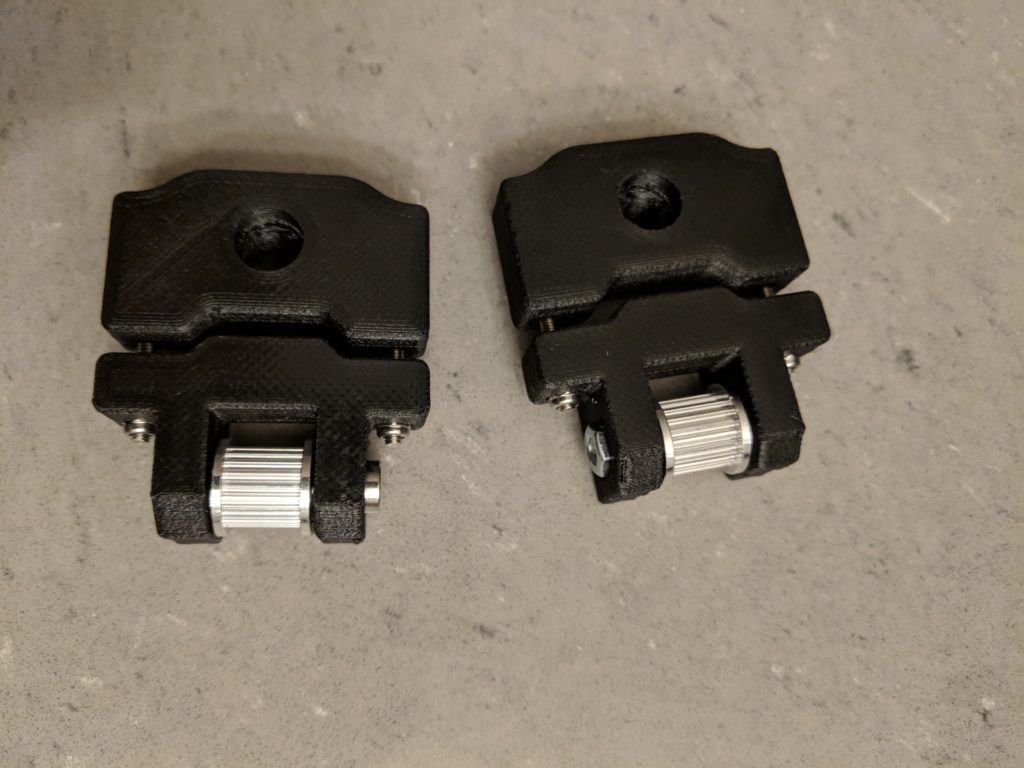
My first prints were the smaller parts of the printer, I did the X Axis belt adjusters, and the Y Axis adjusters. The Y Axis adjusters above are beefy and were a good test of parts that integrate together. The quality was better than anything I’ve gotten with PETG even! The satin like finish on the carbon parts is impressive.

Another perk of printing with Carbon fiber is the parts are WAY lighter than their PLA brethren. 30% lighter from one spot check on a small part.
I have at least 4 days of 12 hour print jobs coming up. The pic above is for the left side Y motor mount and a spacer bracket, this is a 9 hour print on its own. I have 2 of these sets to do, and then the rest of the printer.
Final bits for the linear motion system are in!
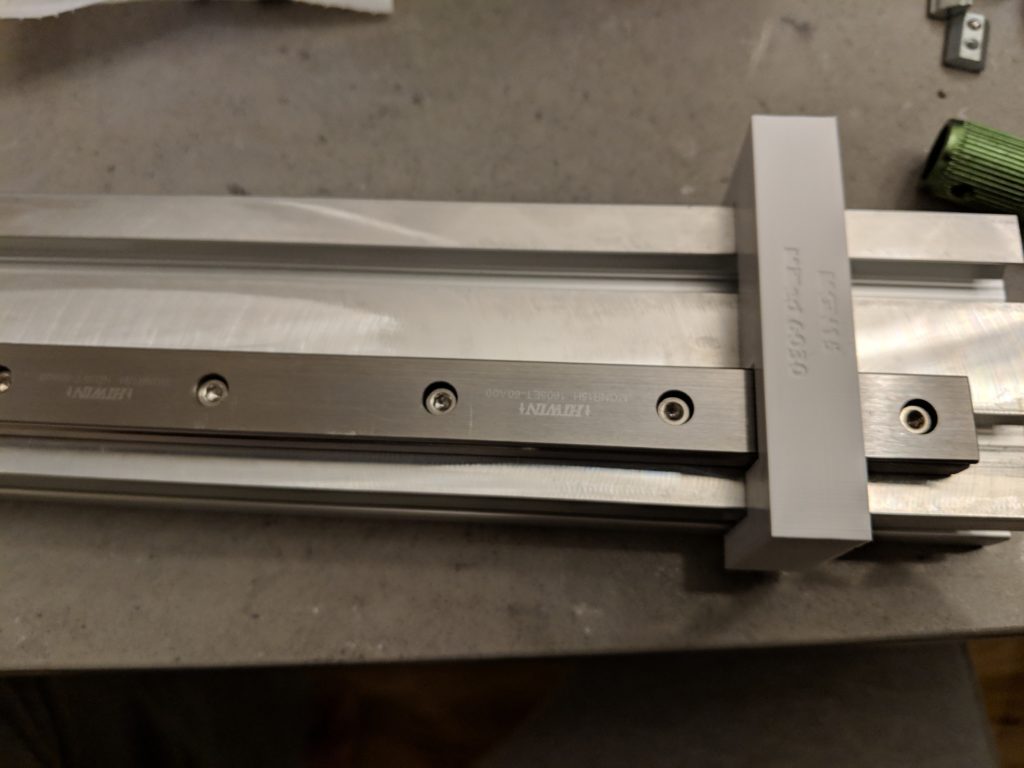
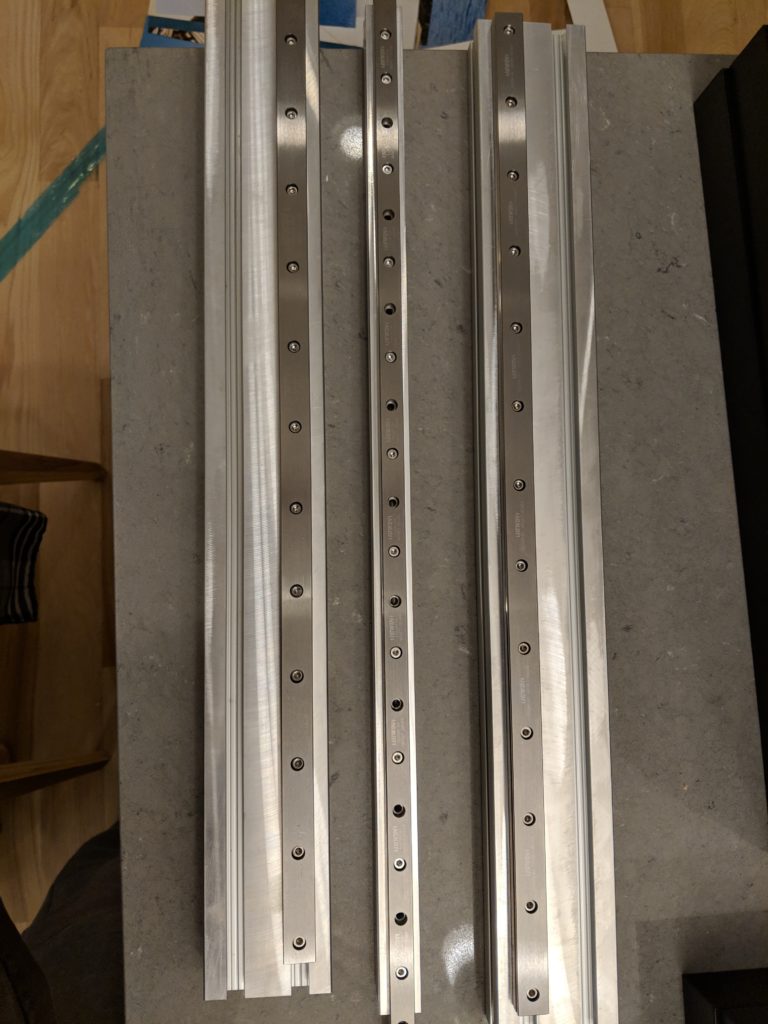
I was waiting on the correct Aluminum extrusions to come in, they finally arrived on Friday so Saturday I was able to get the rails mounted. I used my alignment tool I made, and then checked after to make sure everything was consistent.
The 2 Y Rails (the MGN15 on the 3060 extrusion) are beefy; Each rail and extrusion weighs close to 4# on their own. The MGN12 X Axis is far lighter. They all slide as expected, but will be better one the lubrication kit gets in from HiWin.

All the motors are here too

Overall, construction of the printer itself is not far away. I just need to get some of the main parts printed then the construction can start.
That’s it for this big update. I updated the blog to accept comments and such now so if you have Questions please feel free to ask.